

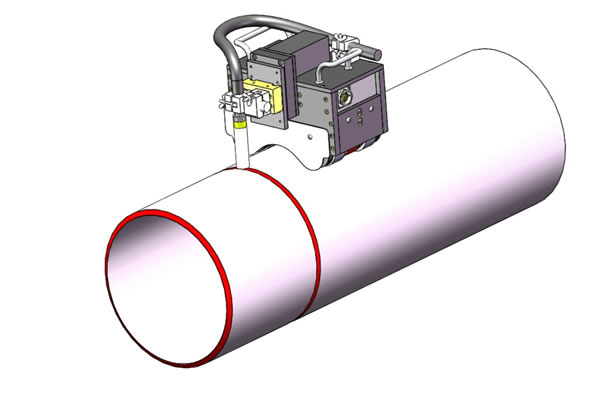
SCOWELD管道全位置自动焊机分为有轨式和无轨式,无轨式的采用磁力吸附于管道上,焊接时顺着焊道自动爬行,安装、使用及拆卸快速完成,非常便捷;有轨式主要用于不锈钢管道的焊接;
基本配置①数字化气保焊接电源
②全位置专用送丝机
③管道爬行自动焊接小车
④手持式智能遥控盒
设备用途该SCOWELD管道全位置自动焊机广泛运用于石油、石化、化工、热力、天然气、海工、市政等各行各业管道的全自动焊接,采用管子固定、焊接小车行走的方式实现管道的全位置自动焊接,焊接工艺采用高效率、低成本的熔化极气体保护焊;
SCOWELD全位置焊机主要特点在于设计轻巧便于携带,特别适合于施工现场的管道全自动焊接,具有操作易学、焊接速度快、生产效率高、焊缝机械性能好、劳动强度低等特点。
工件适用范围广,管径Φ150mm以上的管道均可适用,理论上无焊接壁厚限制,厚壁管可采用多层多道焊接。
在 线 询 盘 先进设计理念爬行驱动:恒扭矩电机+高精密行星减速机+蜗轮蜗杆驱动,无论向下焊还是向上焊,均可保持爬行焊接的速度恒定,大大提高焊接的质量的稳定性。
摆动驱动:步进电机+高辖密行星减速机+高精密直线滑轨,具有x抽直摆和x / y 轴复合角摆功能,满足对接环焊缝和法兰角焊缝的焊接要求。
焊枪高度调节:步逬电机+高粳密行星减速机+高精密直线滑轨令爬行小车结构:框架式结构,采用航空铝合金制作•整体重暈约14KG ,方便现场施工携带,结构轻巧,强度高。
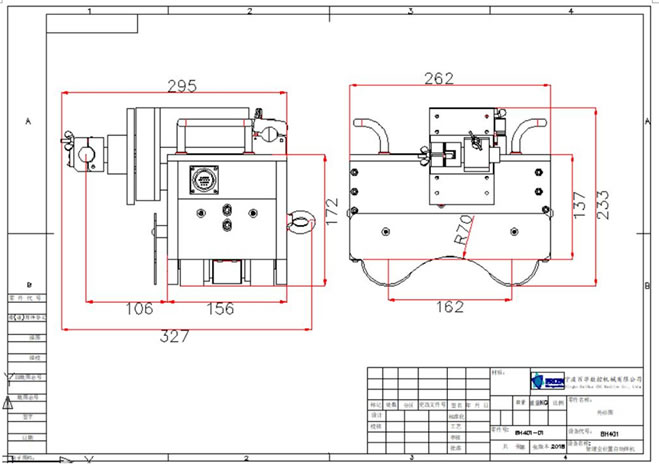
小车尺寸:长*宽*高约295*269*233mm ,管道周边300mm以内的旋转空间即可满足旋转焊接。
先进的控制技术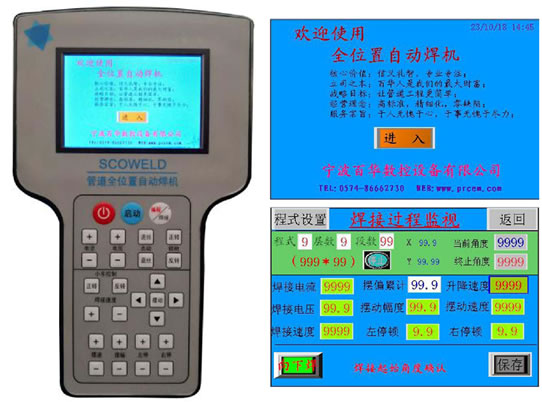
①釆用液晶显示屏+智能防水软按钮控制,手持控制盒采用防水设计天热焊接时避免汗水逬入导致功能失灵。
②采用以CPLD微电子数字集成电路及FPGA芯片为核心的控制器,实现对电机的控制、I/O接口控制和所有的运算。FPGA芯片的高速运算及时序逻辑功能性能确保了各个运动控制和相关运寅可在极短时间内完成。
③焊接工艺参数焊接过程中随时可以保存,替換原有数据,方便设备使用前期的焊接工艺试验和制定。
④高滴度液晶屏页面对M焊接参数设定页面M和w监视页面"加以区分,方便焊前设定工艺参数,设定完举焊接时切换到"监视页面"进行实时观察焊缝的焊接参数动态,同时有效避免焊接过程中的误操作。
⑤焊缝激光跟踪系统:由激光发生器和微电子芯片组成,当焯缝跑偏时自动实现焊道的自动跟踪,无黑手动实时调节,解放操作者的双手。
⑥焊接工艺智能分区控制系统:实现360°分12个焊接区间每个区间焊接工艺参数自动调整,满足各种工况的焊接需求。
⑦焊接工艺专家库存储系统:先进的PCB,结合智能通讯技术,具有强大的数据处理能力,提供10种管材的工艺参数数字化存储、调用,多台设备能实现参数共享,避免換作人员差异引起的焊接质量差异。
在 线 询 盘 SCOWELD全自动焊机的设备参数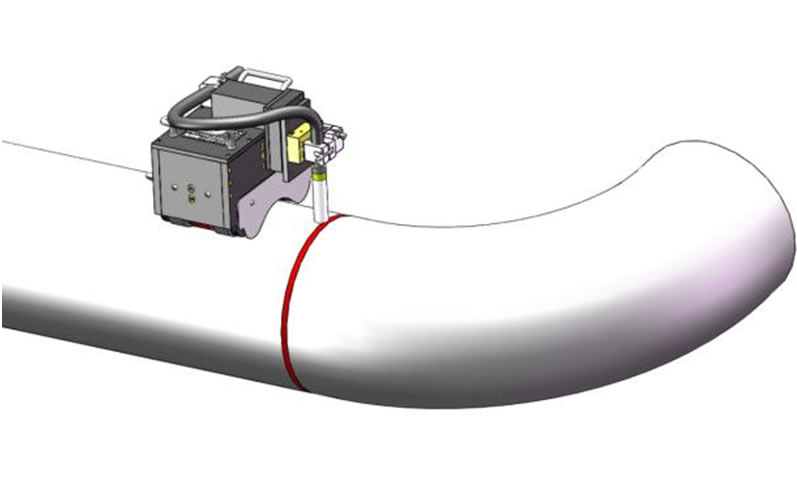
管道爬行自动焊接小车
1)爬行管径:≥Φ150mm
2)结构形式:
磁力无轨式或有轨式(焊接不可磁力吸附的材质)
3)小车行走驱动:
恒扭矩电机+蜗轮蜗杆驱动
4)小车行走调速方式:液晶屏设定+软按钮调节
5)小车行走额定速度:330mm/min
6)焊接速度:100-300mm/min无极调速
7)左右摆动驱动:
步进电机+行星减速机+直线滑轨
8)摆动轨迹:按焊接需要多种任意设定
9)摆动调节方式:液晶屏设定+软按钮调节 左右摆动调节行程:60mm
摆动幅度单位:0.5mm;
最大摆幅:30mm;
摆动频率:范围20-60次/分钟;
停留时间(左,右):0-3秒;
摆动微调偏移当量:0.1-0.5mm可设定
10)焊枪上下调节驱动:步进电机+行星减速机+直线滑轨
1)上下调节方式:液晶屏设定+软按钮调节
1)焊枪上下调节行程:分上下4档,每档30mm1)小车重量:约14KG
1)小车外形尺寸:长、宽、高约295mm*269mm*233(详见外形尺寸图)
1)小车功率:100W
1)驱动电源:直流24V
1)外形尺寸图:
 SCOWELD全自动焊机焊接电源
SCOWELD全自动焊机焊接电源

SCOWELD全自动焊机采用的是瑞典伊萨焊接电源
瑞典伊萨焊接电源是一款性能优良、功能强大、接口丰富、操作简便的数字化直流气体保护焊机,它可靠性高、升级方便。
数字化焊机是伊萨公司为全球金属加工制造推出的一款为自动焊接系统配套的全数字逆变熔化极多功能工业焊机,它以出色的电弧特性、可靠性以及高效率为客户带来更高品质更高效率的焊接体验和价值,帮助客户在产品金属焊接加工环节上超越竞争对手,确保客户精力集中于焊接以外的核心业务,从而让客户脱颖而出。
采用双高速CPU和CPLD及其先进的数字控制回路,结合伊萨公司独特的波形控制技术,实现了电弧特性的优化,保证焊接工艺过程中对电弧、熔滴和熔池的有效控制,实现高品质的焊接;
在 线 询 盘 适用工件1. 适用材质:碳钢、不锈钢,合金钢、低温钢等【不可磁力吸附的材质应另配小车轨道】
2. 适用壁厚:3-50mm
3. 适用管径:≥150mm以上
4.适用焊丝:实心焊丝或药芯焊丝,焊丝直径Φ1.0-1.6mm
5. 适用位置:管道全位置焊,包括填充、盖面;如需氩弧焊打底由手工完成;
6. 适用焊缝:管子-管子焊缝、管子-弯头、三通、大小头等管件的焊缝
7.适用工况:各种长输管线焊口、热力管道焊口埋地管道或工艺管道现场焊口,无论室内室外均可安全作业。
适用环境1、场所:室内、室外
2、环境温度:-20℃--45℃
3、周围湿度:20--90%(不结露)
4、保护气体:CO2或80%Ar+20%CO2混合气
焊接质量
焊缝成型美观、无气孔、夹渣、未熔合等现象;
满足承压试验或冲击、拉伸、弯曲等力学性能检验要求;
焊接工艺采用CO2或Ar和CO2混合气体保护焊,可采用实心焊丝或药芯焊丝焊接;
SCOWELD管道全自动焊机配置|
产品名称 |
详细配置 |
单位 |
数量 |
备注 |
|
管道爬行自动焊接小车 |
套 |
1 |
框架主体由航空铝合金制作,磁力爬行动力系统由恒扭矩电机驱动,无论向下焊还是向上焊,均可保持爬行焊接的速度均匀恒定 |
|
|
SCOWELD智能型管道全位置自动焊机 |
X/Y两轴数控摆动系统 |
套 |
1 |
具有X轴直摆和X/Y轴复合角摆功能,满足对接环焊缝和法兰角焊缝的焊接要求 |
|
手持式智能遥控盒 |
套 |
1 |
液晶显示屏+智能防水软按钮控制,用于焊接程序的预设、显示及参数微调 |
|
|
数字化气保焊接电源 |
套 |
1 |
瑞典伊萨MIG500 |
|
|
全位置专用送丝机 |
套 |
1 |
||
|
全位置专用直柄焊枪 |
套 |
1 |
||
|
焊缝激光跟踪系统 |
套 |
1 |
由激光发生器和微电子芯片组成,当焊缝跑偏时自动实现焊道的自动跟踪,无需手动实时调节,解放操作者的双手 |
|
|
选配部分(全新一代革命性技术 |
焊接工艺智能分区控制系统 |
套 |
1 |
实现360°分12个焊接区间,每个区间焊接工艺参数自动调整,满足各种工况的焊接需求 |
|
突破) |
焊接工艺专家库存储系统 |
套 |
1 |
先进的PCB,结合智能通讯技术,具有强大的数据处理能力,提供10种管材的工艺参数数字化存储、调用,多台设备能实现参数共享,避免操作人员差异引起的焊接质量差异 |
|
送丝机至小车连接线 |
米 |
6 |
||
|
焊机到送丝机的连接线 |
米 |
15 |
||
|
接地线 |
米 |
3 |
||
|
标准设备附件 |
喷嘴、导电嘴 |
只 |
各5 |
|
|
剪丝钳 |
把 |
1 |
||
|
内六角扳手 |
套 |
1 |
||
|
工具箱 |
只 |
1 |
||
|
说明书、合格证 |
份 |
1 |
宁波百华数控机械有限公司
手机:18358400970(微信)
总机:0574-86283050

© Copyright © 百华数控机械baihuashukong.com 2021.
