卡盘式钢管内壁堆焊机设备主要结构说明
2019-08-14 10:01 分类:管道自动焊机技术

卡盘式钢管内壁堆焊机设备主要结构说明
伺服驱动堆焊专用滑台:
伺服驱动堆焊专用滑台是枪头、摆动装置、枪头提升装置、拖链系统等的载体。焊接行走采用伺服电机+高精密行星减速机+高精密直线导轨驱动,完成焊枪的横向移动,与通孔式卡钳旋转配合实现连续螺旋堆焊作业。枪头移动装置设有工进和快进功能,焊接时采用工进,速度较慢。焊枪到位或退出时采用快进,速度较快。
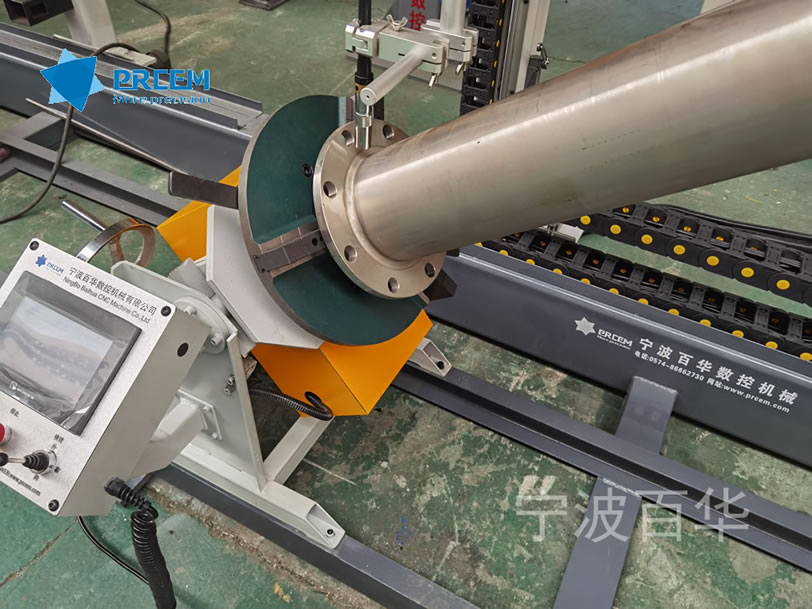
伺服驱动通孔式管钳:
伺服驱动通孔式管钳的自定心卡盘完成对工件一端的卡紧,由交流伺服电机驱动齿轮完成工件的旋转,旋转速度通过伺服脉冲精确定位,其作用是完成对工件的卡紧定位旋转,并配合枪头移动装置完成连续螺旋堆焊。动力传动系统采用伺服电机驱动精密减速机,可大幅度减少传动间隙。
移动式支撑托架:
移动升降托架可实现工件的托持,完成对工件的安装,根据工件的直径大小支撑滚轮可进行开合。移动托架可沿导轨进行平移,适合不同长度工件的托持定位 。承载重量5000Kg/套。
数控线性摆动机构:
摆动机构采用高精度的滚珠丝杠和直线导轨传动,使焊枪的摆动运行平稳无间隙,完成对工件的堆焊,摆幅0-50mm,摆动速度0-1200mm/min;摆动到两端的停留时间也可以进行设定,停留时间大小可以根据焊接工艺需要设定,并且两边停留时间可以设定为不同,保证不同的散热条件,使其适合不同材质的焊接情况。摆动速度无级可调。
枪头伺服提升装置:
由伺服电机驱动,完成枪头、送丝装置、焊丝盘、摆动装置的升降动作,适合不同直径管道堆焊时焊枪高度调节的需要。同时在TIG焊接时,通过弧压反馈 ,由控制系统发出位移信号,提升滑座带动机头上下移动,对焊接进行跟踪补偿。提升装置下端设置电动横向调整滑座,行程200mm,可用于自动堆焊工艺评定板(平板堆焊)的焊接。
直线导轨及底座:
传动箱安装在底座上,托架及焊枪行走机构安装在直线导轨上,运动灵活 ,直线导轨采用护罩保护,避免导轨磕碰或灰尘杂质进入。底座为型钢、钢板焊接结构,焊接后整体退火,去除内应力,精加工到要求尺寸,整体刚性强。
工件雾化喷淋装置(用户自备)
工件雾化喷淋装置布置在机床后部,安装在可移动的托架上,人工操作,可完成水流的雾化,对焊后的工件进行冷却。
热丝氩弧焊接电源系统
由一台TIG焊接电源YC-400TX3HGL,一台热丝电源YC-400TX3JGK,一把TIC水冷焊枪,一台冷却水箱及一台送丝机组成,送丝机由交流伺服电机及四驱动轮组成。采用热丝电源及相应的导电机构。
电源型号 | YC-400TX3HGL |
水冷焊枪 | 500A |
水冷水箱 | TWC-902 |
焊接电流 | 5~200A(起始.峰值.基值. 衰减) |
脉冲时间 | 0.2~2sec |
基值时间 | 0~9.9sec |
上升时间 | 0~9.9sec |
预通气时间 | 0~9.9sec |
回旋延时时间 | 0~9.9sec |
送丝延时时间 | 0~9.9sec |
AVC延时时间 | 0~9.9sec |
摆动延时时间 | 0~9.9sec |
衰减时间 | 0~9.9sec |
维弧时间 | 0~9.9sec |
送丝滞后停止时间 | 0~9.9sec |
送丝反抽时间 | 0~9.9sec |
气体滞后停止时间 | 0~9.9sec |
送丝速度 | 0~8000mm/min(高.底.反抽) |
焊丝直径 | Φ1.0mm |
热丝电源电源型号 | YC-400TX3HCGK |
输出电流 | 20~200A |

电气控制系统
Ø 设备能够在三相380V±10%, 50Hz的网路电压下长期稳定运行,满足设备的工艺要求和安全要求,在超出范围时系统立即给出报警信号。
Ø 设备的控制系统以可编程控制器(PLC)为中心,实现控制系统的逻辑控制,完成机头移动、工件回转、焊接电源、焊接机头的一体控制。工件旋转无级调速,送丝速度无级调速。控制系统运行稳定可靠,抗干扰能力强。
Ø 控制系统配以人机界面进行参数的输入和显示。待焊工件管径、焊接速度等参数可在人机界面上分别输入,工件旋转机构与焊枪行走机构经过运算自动生成轨迹,实现螺旋堆焊方式,堆焊道的搭接量(螺距)可在5~8mm之间任意设定。
Ø 工件旋转驱动采用日本三菱交流伺服系统,速度无级可调。实现闭环控制,通过数字编码器提供的实际参数值作为反馈信号,闭环控制焊接速度,在焊接过程中自动修正因各种因素引起的焊接速度变化。另外在交流伺服电机上配置抱闸制动装置,设备在突然断电的情况下,可迅速制动,锁定工作台停止在断电位置,确保操 作人员人身安全。
Ø 机床既可以进行螺旋堆焊,也可以进行移距闭环堆焊,在人机界面上具有相应的切换按钮。
Ø 控制系统具备焊接停止先停焊丝、后停弧的功能。
Ø 控制系统具备停弧点记忆、恢复功能。当发生故障停止焊接时,处理完成后,焊枪可自动恢复到停止位置,手动后退适当角度,即可继续完成焊接,避免出现焊接缺陷。
Ø 所用低压电气元件选用施耐德产品。所有电缆可靠绝缘并配有外力防护措施,与金属零部件摩擦的地方设置电缆保护套。
Ø 电气控制系统设有集中控制柜和独立操作盒,电气控制柜有防尘、防风的设计,控制按钮、开关位置标有汉字标志。操作盒电缆长度10m,可移动,其上设置必要的操作按钮,并设有紧急停止按钮。电气柜外壳、各辅助周边设备均可靠接地 ,且各接地点无串连。
Ø 控制简介
系统控制采用的是以可编程控制器为核心的通讯系统,它主要由控制箱等部分组成控制箱由人机界面(即触摸屏)完成设备的设定、调整、监视等功能,专机主要联动参数的设置有主控制箱设定。整个系统技术先进、工作安全可靠。该套控制系统是采用新型铝合金结构,整体美观大方,整个控制箱采用悬挂式结构,箱体可沿悬挂轴旋转,焊接操作便捷。
人机交互控制方式: PLC模块+触摸屏(人机界面)+功能按钮、开关






PHM滚床式数控管道相贯线切割机(B型)
型号规格:规格型号:PHM-16/24/32/40/48B,适用管径分别为Φ40-426/Φ60-630/Φ60-830/Φ16..... 产品详情 >
价格 联系咨询
PHM系列标准型数控相贯线切割机(五轴、六轴)
型号规格规格型号:PHM-16/24/32/40/48,适用管径分别为Φ40-426/Φ60-630/Φ60-830/Φ168..... 产品详情 >
价格 联系咨询


卡盘升降氩弧焊管道自动焊机用于DN600不锈钢直管弯头自动对接焊
设备名称:卡盘升降管道自动焊机焊接工艺:氩弧焊焊接工件:大管径薄壁直管、弯头焊接形式:对...
企业动态 2025-04-22 09:01:36
管道自动焊机焊接:云智能焊接管控系统用途及功能介绍
主要功能自动采集记录设备运行过程中的:运行参数、人员作业数据、设备使用率、人员GPS...
管道自动焊机技术 2025-04-06 09:00:58

江苏阀门企业运用管道坡口机和管道自动焊机一体化坡口焊接
运用企业:阀门制造地点:江苏运用设备:卡盘式管道自动焊机焊接工艺:氩弧焊焊接工件:短截类管...
企业动态 2024-09-19 10:42:16
宁波百华数控机械有限公司
手机:13738817018+微信

传真 : 0574-8628-3350
邮箱 : bh@prcem.com (综合)
sales@prcem com (销售)
hr@prcem.com(人力)
关注我们:

宁波百华数控机械有限公司
手机:13738817018(微信)
总机:0574-86283050
© Copyright © 百华数控机械baihuashukong.com 2022.