龙门式直环缝管道自动焊机焊接专机焊接直径和工艺等说明
2020-08-29 09:15 分类:管道自动焊机技术
焊接筒体直径:
焊接Φ300-1000/Φ300-1500mm/Φ500-2000mm 三种标准规格可选或可按工件直径范围定制;
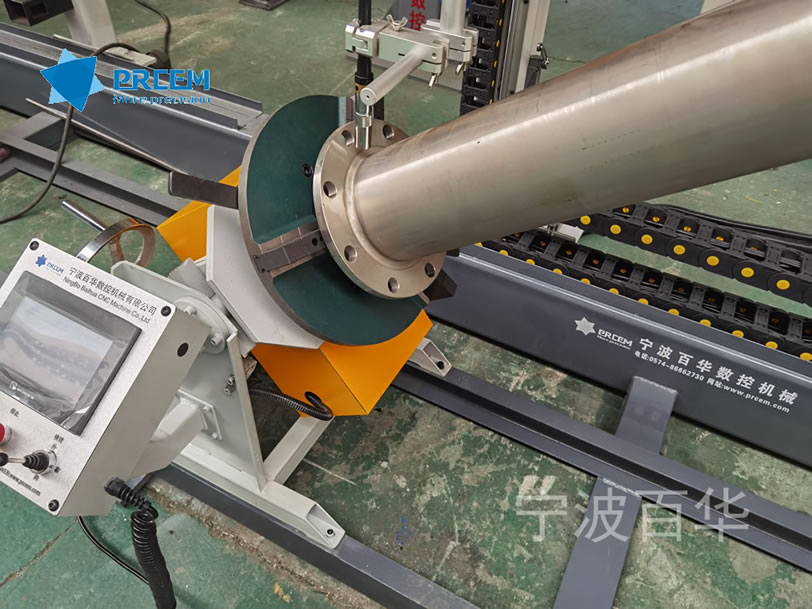
焊接管道直径:
加装管道焊接变位机模块后可焊接Φ40-426/Φ60-630mm或可按工件直径范围定制;
焊接工件壁厚: 2-20mm
焊接工件长度: 标准规格焊接直缝长度为2m或可按工件长度范围定制
焊接材质: 各种碳钢、不锈钢、合金钢
焊接工艺:
氩弧焊(普通填丝氩弧焊和热丝氩弧焊可选)
气保焊(普通气保焊和脉冲气保焊可选)
等离子焊接
可选择以上焊接工艺中的一种或多种配置进行焊接。焊接工艺主要区别如下:
普通氩弧焊和热丝氩弧焊主要区别:采用普通填丝氩弧焊或热丝氩弧焊,普通填丝氩弧焊焊接速度约为70-100mm/min,采用热丝焊接速度高,为普通填丝氩弧焊的3倍以上,热丝氩弧焊焊接速度约为250-350mm/min,热丝氩弧焊焊接速度快,更小的焊接电流使工件热输入均匀,热影响区小,减低焊接接头的冷淬性等;
普通气保焊和脉冲气保焊:脉冲气保焊在小电流下可实现轻飞溅短路过渡(即目前市场推广描述的无飞溅焊接),脉冲气保焊接热输入小,不锈钢焊接成形均匀,热影响区小,焊缝颜色更为美观,焊接质量高,气保焊接速度一般可取200~350mm/min。
等离子焊接特点:对于工件厚度:3~8mm,无需开坡口,>8mm的开Y型坡口,钝边厚度为5-6mm采用等离子焊接工艺,即PAW不加丝打底,实现单面焊双面成型,然后采用TIG加丝对打完底的焊缝进行填充盖面或重熔,获得成型美观的焊缝,具有高效的焊接性能,焊接速度视板厚、离子气流量和电流大小,一般可取200~500mm/min。






PHM滚床式数控管道相贯线切割机(B型)
型号规格:规格型号:PHM-16/24/32/40/48B,适用管径分别为Φ40-426/Φ60-630/Φ60-830/Φ16..... 产品详情 >
价格 联系咨询
PHM系列标准型数控相贯线切割机(五轴、六轴)
型号规格规格型号:PHM-16/24/32/40/48,适用管径分别为Φ40-426/Φ60-630/Φ60-830/Φ168..... 产品详情 >
价格 联系咨询


卡盘升降氩弧焊管道自动焊机用于DN600不锈钢直管弯头自动对接焊
设备名称:卡盘升降管道自动焊机焊接工艺:氩弧焊焊接工件:大管径薄壁直管、弯头焊接形式:对...
企业动态 2025-04-22 09:01:36
管道自动焊机焊接:云智能焊接管控系统用途及功能介绍
主要功能自动采集记录设备运行过程中的:运行参数、人员作业数据、设备使用率、人员GPS...
管道自动焊机技术 2025-04-06 09:00:58

江苏阀门企业运用管道坡口机和管道自动焊机一体化坡口焊接
运用企业:阀门制造地点:江苏运用设备:卡盘式管道自动焊机焊接工艺:氩弧焊焊接工件:短截类管...
企业动态 2024-09-19 10:42:16
宁波百华数控机械有限公司
手机:13738817018+微信

传真 : 0574-8628-3350
邮箱 : bh@prcem.com (综合)
sales@prcem com (销售)
hr@prcem.com(人力)
关注我们:

宁波百华数控机械有限公司
手机:13738817018(微信)
总机:0574-86283050
© Copyright © 百华数控机械baihuashukong.com 2022.